豐禾公司加強企業員工管理水平和學習能力
2017年10月17日小型回轉支承軸承的加工工藝流程
2017年11月8日1、回轉支承零件檢查
認真檢查軟帶處的滾道兩側,大小面上應有兩組鋼印號,一組是產品零件編號,另一組是磨配號,核對工件是否和裝配圖紙一致。
2、工件除銹操作
若是輕微銹蝕用百潔布加清洗劑輕擦,嚴重銹蝕(滾道除外)用打磨機安裝百潔布打磨
3、軟帶與堵塞打磨要點
安裝上合適的百葉輪,對回轉支承進行來回移動打磨軟帶,嚴格按照相應的打磨寬度、深度要求操作,保證打磨深度相同,打磨移動砂輪是兩端移動快,堵塞處移動慢,雙手不要太用力,只要壓住砂輪在工件面上即可。
4、堵塞打磨要求
想用沖子對準錐銷小端的一邊(非基準面),使用手錘敲擊沖子取出錐銷,打磨堵塞的邊緣,使之沒有毛刺和鋒利的地方,徹底打磨,防止裝配后回轉支承出現異響。
5、去除回轉支承毛刺、磕碰
鉗修時注意檢查安裝孔、油孔、內孔、外圈和密封槽處是否有毛刺,用百潔布或砂紙打磨
6、清潔回轉支承工件準備裝配
清潔工件(包括滾道、端面),從鉗修區轉移工件至裝配區。
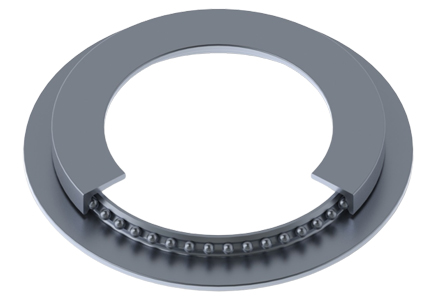
7、對回轉支承進行試裝球操作
裝入四粒鋼球使之均勻的排列于滾道內,用撬棍撬起回轉支承,用木塊墊起有堵塞圈(壓圈),使之固定不可轉動,轉動無堵塞圈(齒圈)裝入其他滾動體,使之均布于滾道內。
8、試裝球成功后裝球
對回轉支承進行試裝期間,其間隙合格后進行正式裝配,慢慢轉動齒圈,將隔離塊粘上油脂附帶上鋼球逐組裝入滾道,裝入數量按圖示要求,檢查滾道剩余的縫隙,不得大于一個滾動體加上一個隔離塊的長度。
9、成品檢驗
檢測是否有空隙和漏裝隔離塊,檢測軸向間隙、徑向間隙、端面跳動、齒跳(如有)、成品高度等。
10、回轉支承刷防銹油、包裝、入庫
成品涂抹防銹油,包裹白色隔油膜和藍色包裝膜,貼標簽,對回轉支承成品進行木箱包裝。